T型槽�����,U型槽孔 ���,V型槽加工方法介紹
時(shí)間:2015/10/3 9:37:42
瀏覽量:2625
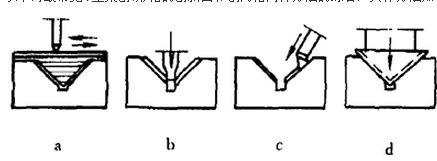
1、加工前�,先要在v型架(v型鐵)工件上面出v形槽的加工線,找正并裝夾工件�����。
2、水平走刀粗刨去大部分加工余量�,見(jiàn)下圖。
3���、用切槽刀切去v形槽底部的直角槽(見(jiàn)圖8-12b)���,以利于刨削斜面�����。
4�、傾斜刀加和拍板座,并換上偏刀�����,按刨斜面的方法來(lái)分別刨削兩斜面���。對(duì)較小的v形槽�,在精刨時(shí)也可以用樣板刀直接刨出���。
在刨削兩斜面的v型架(v型鐵)夾角為90°的v形槽時(shí)���,除采用上述的刨削方法外�,也可將工件傾斜裝夾��,使v形槽中的一個(gè)斜面處于垂直位置�,另一個(gè)斜面處于水平位置,然后按刨削臺(tái)階的方法進(jìn)行刨削���。用這種方法刨v形槽����,操作方便�����,可以避免多次換刀�。此時(shí)v形槽底部的直角槽可在v形槽加工好以后進(jìn)行刨削。
刨削好的v型架(v型鐵)工作面還要經(jīng)過(guò)人工刮研才能達(dá)到國(guó)標(biāo)精度標(biāo)準(zhǔn)��。更多V型槽��、T型槽�、直槽咨詢(xún)電話:15369812793
T型槽平臺(tái)在刨T型槽常時(shí)非常容易因操作錯(cuò)誤使平臺(tái)刨削的T型槽出現(xiàn)誤差,下面我們主要介紹一下T型槽平臺(tái)刨削T型槽出現(xiàn)的主要誤差及原因���。
1���、T型槽平臺(tái)的槽與平臺(tái)工作面?zhèn)让娌黄叫?。其主要原因是鑄鐵平臺(tái)在安裝時(shí)未按劃線找正��,或在加工時(shí)鑄鐵平臺(tái)生產(chǎn)位移等����。
2、T型槽平臺(tái)T形槽左右凹槽的頂面不在同一平面上���。其原因是機(jī)床對(duì)刀不準(zhǔn)確。在用一次走刀加工完凹槽時(shí)同于左右變切刀的主切削刃寬度不相等���。
3��、T型槽平臺(tái)的T型槽左右凹槽寬度不一樣�。主要原因是槽向走刀未掌握好�。
4、T型槽平臺(tái)的T型槽底面中間有淺槽���。其原因是加工槽底面時(shí)接刀不好��,或在加工直角槽時(shí)刨得太深���。
http://zhuoyuanjixie.com